
 0555-6768298
0555-6768298
0555-6768298


यदि आपके कोई प्रश्न या सुझाव हैं, तो कृपया हमें एक संदेश छोड़ें, हम यथाशीघ्र आपको उत्तर देंगे!
संपर्क करें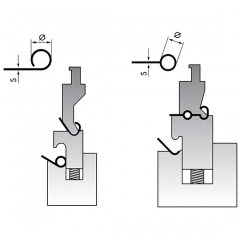
लाभ दो या तीन स्ट्रोक में उत्पादन, स्प्रिंग लोडेड होल्ड-डाउन-डिवाइस के माध्यम से निशानों को कम करना, सक्रिय घटकों को कठोर किया जाता है, एकीकृत बैकगेज के माध्यम से उच्च पुनरावृत्ति, परीक्षण मोड़ के माध्यम से कार्यात्मक परीक्षण और समायोजन - आपके नमूना शीट के साथ, न्यूनतम 4,0 मिमी तक सामग्री की मोटाई के लिए उपयुक्त। अंदर Ø: स्टील और एल्यूमीनियम के लिए 2,5 मिमी x सामग्री की मोटाई, स्टेनलेस स्टील के लिए 3,0 मिमी x सामग्री की मोटाई
प्रेस ब्रेक रोला-वी खरोंच के बिना मर जाता है, जब आप झुकते हैं तो फिल्म को वर्कपीस की सतह पर रखना सबसे अच्छा होता है। और हम आपके द्वारा मोड़ी गई प्लेट के अनुसार आपके लिए उपयुक्त रोल-वी डाई आकार की अनुशंसा करेंगे।

शिम स्टाइल एडजस्टेबल डाइज़ एडजस्टेबल लोअर डाइज़ को प्रेस ब्रेक में सबसे बहुमुखी परिवर्धनों में से एक माना जा सकता है। इस प्रकार के उपकरण के साथ, उद्घाटन 6.35 मिमी से 381 मिमी तक व्यवस्थित किए जा सकते हैं। आवश्यक उद्घाटन करने के लिए स्पेसर प्रदान किए जाते हैं। स्लॉटेड स्पेसर्स डाई ओपनिंग को बदलने के लिए आसानी से हटाने की अनुमति देते हैं। उपयोग में नहीं होने पर, डाई ब्लॉक के किनारों पर स्पेसर लगाए जाते हैं। इन मरो को ठोस लंबाई में प्रस्तुत किया जा सकता है या आसान संचालन के लिए खंडित किया जा सकता है।
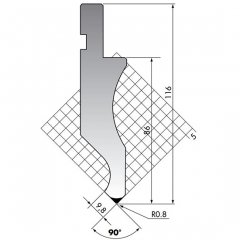
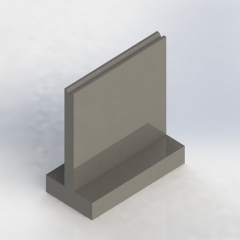
स्ट्राइट ब्लेड का आकार: 835 * 146 * 26 मिमी, 90 डिग्री। सामग्री 42CrMo4 है, कठोरता HRC47 +/- 3 है
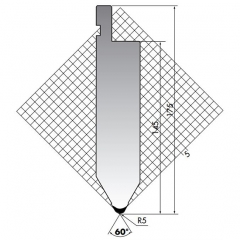
स्ट्राइट ब्लेड का आकार: 835 * 175 * 40 मिमी, 60 डिग्री। सामग्री 42CrMo4 है, कठोरता HRC47 +/- 3 है
स्ट्राइट ब्लेड का आकार: 835 * 146 * 26 मिमी, 90 डिग्री। सामग्री 42CrMo4 है, कठोरता HRC47 +/- 3 है
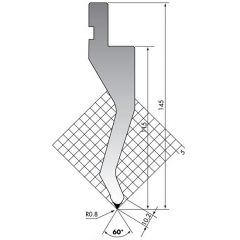
स्ट्राइट ब्लेड का आकार: 835 * 145 * 32 मिमी, 60 डिग्री। सामग्री 42CrMo4 है, कठोरता HRC47 +/- 3 है
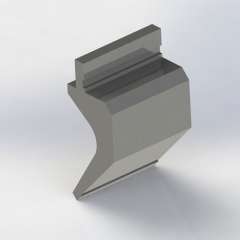
हंस गर्दन पंच आकार: 835 * 197 * 92 मिमी, 88 डिग्री। सामग्री 42CrMo4 है, कठोरता HRC47 +/- 3 है। और ऊंचाई 197 मिमी, चौड़ाई 92 मिमी। ग्राहक के अनुरोध के अनुसार बनाया जा सकता है।
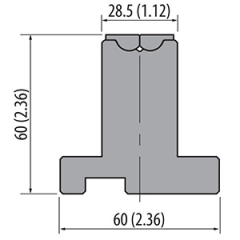
टीवी मरने का आकार: 835 * 120 * 60 मिमी, वी 12,30 डिग्री। सामग्री 42CrMo4 है, कठोरता HRC52-58 है। और V6, V8, V10, V16, V20, V25 ग्राहक के अनुरोध के अनुसार बनाया जा सकता है।
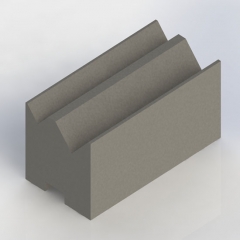
स्व केंद्रित 2V मर जाता है, आकार 835 * 46 * 50 मिमी, 88 डिग्री है, वजन 17 किग्रा है। और हम झुकने वाली मोटाई के अनुसार V5-V9, V8-V12, V12-V20, V16-V25 और अन्य V खोल सकते हैं।
यदि आप 20 साल पहले एक फैब्रिकेटर में प्रेस ब्रेक विभाग में चलना चाहते थे, तो आपको एक बहुत अलग तस्वीर दिखाई देगी। यदि एक मशीन ने एक पारी में कई नए, कम-मात्रा वाले रोजगार का उत्पादन किया, तो यह अपना अधिकांश समय स्थापित करने में बिताया और अपेक्षाकृत कम समय वास्तव में अच्छे भागों को झुका रहा है।
मशीन की स्थापना खुद 20 साल पहले भी अलग दिखती थी। स्टेज बेंडिंग, मल्टीपल पंच और डाई सेट के साथ व्यवस्था की गई ताकि एक ऑपरेटर (आदर्श) एक सेटअप में एक जटिल भाग को पूरा कर सके, कई नौकरी की दुकानों में दुर्लभता बनी रहे। ऐसे सेटअपों के लिए समय की आवश्यकता होती है, जो बड़े बैचों की मांग करते हैं। एक प्रतिभाशाली सेटअप व्यक्ति को भी अनुक्रम की कल्पना करने में सक्षम होना चाहिए। अक्सर यह सिर्फ अधिक सरल सेटअपों में गठन ऑपरेशन को विभाजित करने के लिए और अधिक समझ में आता है।
स्टेज झुकना अनसुना नहीं था, लेकिन यह आज भी उतना सामान्य नहीं है - और यह सॉफ्टवेयर के लिए काफी हद तक धन्यवाद है। ऑफ़लाइन मोड़ प्रोग्रामिंग और सिमुलेशन ने विकास का नेतृत्व किया, लेकिन सॉफ्टवेयर पहेली का एकमात्र टुकड़ा नहीं है। यदि यह अन्य संचारों के साथ सही ढंग से फिट बैठता है - अच्छा संचार, टूलींग, सामग्री, अनुकूली झुकने, और उपकरण परिवर्तन स्वचालन - परिणाम एक झुकने ऑपरेशन है जो लगभग अपना सारा समय अच्छे भागों को बनाने में खर्च करता है और, अंततः, पैसा बनाता है।
भ्रामक सरल
प्रेस ब्रेक से अपरिचित कोई व्यक्ति झुकने वाले चरण को देख सकता है और सोच सकता है कि यह कितना जटिल है। लेकिन यहां तक कि एक अपेक्षाकृत सरल, दो-स्टेशन सेटअप, एक दूसरे के बगल में दो पंच-डाई सेट के साथ, यह दिखने में जितना दिखता है, उससे कहीं अधिक जटिल है, भले ही यह एक आम बॉक्स झुकने वाला हो।
प्रत्येक पंच-डाई टूल सेट के लिए, ऑपरेटर को अंदर की बॉक्स ऊंचाई, या निकला हुआ किनारा ऊंचाई पर विचार करने की आवश्यकता होती है, और पंच ऊंचाई, राम चौड़ाई, और दिन के उजाले (पंच टिप और मरने वाली सतह के बीच का स्थान) को समायोजित कर सकते हैं। लेकिन जब आप अलग-अलग लंबाई और चौड़ाई वाले बक्से बनाते समय एक दूसरे स्टेशन को शुरू करते हैं, तो जरूरी है- आपको यह सुनिश्चित करने के लिए कि यह आसन्न टूलस्टेशन के साथ टकराने का कोई मौका नहीं है, को विकृत फ्लैग की लंबाई पर विचार करने की आवश्यकता है।
सबसे अधिक अनुभवी झुकने वाले संचालक इसे मानसिक रूप से समझ सकते हैं। लेकिन विभिन्न दिशाओं और विभिन्न कोणों में कई flanges वाले भागों के बारे में क्या? यदि आपके पास सकारात्मक और नकारात्मक मोड़ की एक श्रृंखला है तो क्या होगा? यह सब गंभीर जटिलता पैदा करता है।
झुकने के एक और भ्रामक सरल पहलू में बंद ऊंचाइयां शामिल हैं। इसी तरह, मान लें कि आपके पास दो टूलस्टेशन हैं, एक संकीर्ण V डाई के साथ और दूसरा बहुत व्यापक V डाई के साथ; दोनों एक ही सामग्री को 90 डिग्री के कोण पर झुका रहे हैं, लेकिन व्यापक वी डाई एक बड़ा त्रिज्या पैदा करता है। लेकिन उस बड़े दायरे का निर्माण करने के लिए, पंच को मरने के स्थान पर आगे बढ़ना चाहिए - जिससे संकीर्ण वी के साथ उपकरण टकराने के लिए सेट हो जाएगा।
उपकरण एक सामान्य बंद ऊंचाई के लिए बनाया जा सकता है या मिलान करने के लिए शर्मिंदा किया जा सकता है। भले ही, सिमुलेशन सॉफ्टवेयर प्रेस के ब्रेक पर पहुंचने से पहले इन जटिलताओं को प्रकट कर सकता है।
ऑपरेटर और बेंड अनुक्रम
यदि कोई ऑपरेटर एक जटिल झुकने वाली नौकरी प्राप्त करता है जिसमें कई दिशाओं में कई मोड़ शामिल होते हैं, तो संभावना है कि भाग को केवल एक ही तरीके से, या अधिकांश मुट्ठी भर तरीकों से झुकाया जा सकता है। जैसा कि भाग ज्यामितीय सरल हो जाता है, आम तौर पर मोड़ अनुक्रम विकल्पों की संख्या बढ़ती है - अर्थात, एक भाग को मोड़ने के कई तरीके हैं।
आज का सॉफ्टवेयर आमतौर पर मशीन, टूलिंग और एप्लिकेशन के लिए इष्टतम बेंड अनुक्रम चुनता है। उस ने कहा, जो प्रोग्राम करते हैं, उन्हें कभी भी "दीवार पर काम फेंकना" नहीं चाहिए, जो मशीन स्थापित करते हैं और झुकते हैं। झुकना एक सहयोगी प्रयास है। आधुनिक सॉफ्टवेयर में उपकरण और मशीन ज्यामितीय और विशेषताओं (जैसे न्यूनतम और अधिकतम अक्ष चाल) को शामिल किया जाता है जो झुकने के दौरान ब्रेक में उपयोग किया जाएगा। लेकिन ऑपरेटर वही रहता है जो झुके हुए उपकरणों और स्विचिंग वर्कपीस के बीच फेरबदल करेगा।
प्राथमिकताएं लाजिमी हैं, और झुकना और उपकरण के बीच अजीब कदम ऑपरेटर के काम को मुश्किल बना सकते हैं। कहते हैं कि ज़ेड दिशा में एक हिस्से को फ्लिप करने की आवश्यकता है, एक असंभव करतब अगर पंच और मर जाते हैं। तो ऑपरेटर को टुकड़ा बग़ल में स्लाइड करने की जरूरत है, टुकड़े को काम के लिफाफे से बाहर खींचो, टुकड़ा फ्लिप करें, फिर इसे बैकगेज के खिलाफ सही ढंग से पुनर्निर्मित करें। यह उल्लेखनीय है लेकिन निश्चित रूप से कुशल या एर्गोनोमिक नहीं है, और एक अच्छा मौका है कि ऑपरेटर भाग को चिह्नित करेगा। कोस्मेटिक रूप से महत्वपूर्ण टुकड़ों को फिर से काम करने या यहां तक कि स्क्रैप किए जाने की आवश्यकता हो सकती है। यह सब प्रोग्रामर और ऑपरेटर के बीच एक त्वरित बातचीत से बचा जा सकता था।
फिर से, सिमुलेशन पैकेजों ने पिछले कुछ वर्षों में होशियार हो गए हैं, इसलिए अजीब चाल से भरा एक मोड़ अनुक्रम विकसित करना आम नहीं है। सॉफ्टवेयर अब आमतौर पर सबसे अच्छा तरीका एक ऑपरेटर एक वर्कपीस मोड़ सकता है पाता है। भले ही, प्रोग्रामर और ऑपरेटर के बीच स्वस्थ संचार एक झुकने ऑपरेशन से सबसे अधिक प्राप्त करने का सबसे प्रभावी तरीका बना हुआ है।
बैकगैज तकनीक ने यहां भी भूमिका निभाई है, और टूलींग के साथ-साथ बैकगैस गति को अब सही रूप में अनुकरण किया गया है। वर्षों पहले बैकगैज सपाट सतह थे और सीमित संख्या में कुल्हाड़ियों में चले गए थे। आज मल्टीआक्सिस बैकगॉज कई दिशाओं में स्वतंत्र रूप से उंगलियां हिलाते हैं। आधुनिक ऑफ़लाइन सिमुलेशन सॉफ़्टवेयर न केवल गेजिंग विकल्प प्रदान करता है, बल्कि यह झुकने से पहले झुकने पर भी देख सकता है, झुकने के दौरान, स्प्रिंगबैक की नकल कर सकता है, और संभावित टकरावों की चेतावनी दे सकता है।
बैकगॉज उंगलियां स्वयं ऑपरेटरों को संपर्क के कई बिंदुओं के साथ प्रदान करती हैं, और उन उंगलियों में मशीनी जेब वर्कपीस का समर्थन करती हैं। विशिष्ट नौकरियों के लिए डिज़ाइन की गई कस्टम उंगलियों सहित बैकगॉइज फिंगर आकार, सिमुलेशन सॉफ्टवेयर में आयात किया जा सकता है, जिससे प्रोग्रामर को उंगलियों को बनाने और नौकरी शुरू होने से पहले टकराव या हस्तक्षेप के मुद्दों को पकड़ने की अनुमति मिलती है।
यहां फिर से, संचार महत्वपूर्ण बना हुआ है, चाहे वर्चुअल सिमुलेशन कितना व्यापक हो। आखिरकार, ऑपरेटर वे होते हैं जो हर दिन उन बैकगोज़ के खिलाफ भागों को स्लाइड करते हैं।
अनुकूलन सेटअप
दो ऊपर की ओर flanges द्वारा flanked एक नीचे निकला हुआ किनारा के साथ एक भाग पर विचार करें। दो ऊपर की ओर वाली नुकीली छोटी मोड़ लंबाई होती है, नीचे की ओर निकला हुआ किनारा एक लंबी मोड़ लंबाई होता है - लेकिन तीनों एक ही मोड़ रेखा पर होते हैं। ऑफ़लाइन सॉफ़्टवेयर के पुराने संस्करण अक्सर तीन स्टेशन बनाते हैं, एक बाएं निकला हुआ किनारा, दूसरा दाएँ के लिए, और एक अंतिम बीच में लंबा झुकता है।
यह काम कर सकता है, लेकिन सेटअप बिस्तर की लंबाई के साथ तीन मोड़ स्टेशन भी लेता है। सामान्यतया, कम स्टेशनों में जितना अधिक निर्माण किया जा सकता है, उतना ही लचीला और कुशल बनाने का क्रम हो सकता है।
इस मामले में, एक स्टेशन उन दो ऊपर की ओर flanges बना सकता है जो एक ही मोड़ रेखा साझा करते हैं। इसमें एक एकल पंच और दो खंडों वाले मर जाते हैं, बीच में पर्याप्त जगह होती है ताकि मध्य निकला हुआ किनारा के लिए मंजूरी मिल सके। दूसरा स्टेशन तब केंद्रीय निकला हुआ किनारा बनाएगा। एक बार जो तीन स्टेशनों में बनता था, उसे अब दो में बनाया जा सकता है, जिससे अतिरिक्त स्टेशनों के लिए मशीन के बिस्तर पर अधिक जगह बच जाती है, ताकि दूसरे हिस्से में झुक सकें। एक सेटअप को मोड़ने की अधिक विविधता, झुकने वाले ऑपरेटर के लिए अधिक कुशल हो सकती है।
यह केवल एक सरल उदाहरण है, और झुकने से पहले ही सिमुलेशन उपलब्ध था, इस चरणबद्ध सेटअप का अनुकूलन अनुभवी ऑपरेटरों तक पहुंच से बाहर नहीं था। आज, हालांकि, सॉफ्टवेयर सिमुलेशन कई झुकने वाले स्टेशनों को एक हद तक अनुकूलित करता है जो कि दिग्गज ऑपरेटरों के लिए भी जल्दी से विकसित करना असंभव होता।
परिणाम देने योग्य
आज प्रोग्रामर और ऑपरेटर समान रूप से एक मोड़ सिमुलेशन देख सकते हैं और आश्वस्त हो सकते हैं कि सिमुलेशन वास्तविकता को दर्शाता है, और यह कि पहला भाग एक अच्छा हिस्सा होगा। उस ने कहा, कई अन्य पहेली टुकड़े भी जगह में फिट होने की जरूरत है।
पहली सामग्री शामिल है। 3 मिमी की नाममात्र मोटाई के साथ सामग्री भिन्न हो सकती है; कभी-कभी यह 3.3 मिमी हो सकता है, अन्य समय (और आमतौर पर) यह पतला हो सकता है, 2.7 मिमी जितना पतला हो सकता है। झुकने के लिए सिमुलेशन में मोटाई में भिन्नता के कारण पारंपरिक झुका सहिष्णुता खिड़कियां शामिल हैं।
उस ने कहा, झुकने सहिष्णुता, बेहतर सामग्री होने की जरूरत है। इन दिनों सटीक झुकने वाले ऑपरेशन अक्सर कम मोटाई और तन्यता भिन्नता के साथ अधिक महंगी सामग्री का चयन करते हैं। इसने कहा, सभी भिन्नताओं को समाप्त करना असंभव है। वास्तव में, झुकने में सभी चर को नियंत्रित करने के लिए काम करना अपस्ट्रीम कटिंग को नकारात्मक रूप से प्रभावित कर सकता है, खासकर जब यह भौतिक उपज की बात आती है। सामग्री अनाज की दिशा के आधार पर अलग तरह से झुक सकती है। टन भार में परिवर्तन काफी छोटा है, लेकिन एक नई अनाज की दिशा अंदर त्रिज्या को बदल सकती है, जिससे मरने में पंच प्रवेश को बदलने की आवश्यकता होती है।
इन बदलती बेंड विशेषताओं का प्रबंधन करने के लिए, प्रोग्रामर अक्सर नेस्टिंग सॉफ़्टवेयर में "अनाज संयम" फ़ंक्शन का चयन करते हैं। दुर्भाग्य से, उन अनाज संयोजनों से सामग्री की पैदावार कम हो सकती है। यदि लेजर या पंच प्रोग्रामर को शीट पर कहीं भी पार्ट्स रखने की स्वतंत्रता है, तो वे सामग्री की पैदावार बढ़ा सकते हैं। फिर भी यह कुछ सटीक झुकने वाले अनुप्रयोगों में कहर बरपा सकता है, यहां तक कि सबसे उन्नत झुकने सिमुलेशन के साथ भी। ऑपरेटर अनुकार का सटीक रूप से पालन कर सकता है, लेकिन अनाज की दिशा की विसंगतियों के लिए धन्यवाद, फिर भी एक खराब हिस्से के साथ समाप्त होता है।
पहेली का एक और टुकड़ा दर्ज करें: अनुकूली झुकने। प्रेस ब्रेक पर वास्तविक समय कोण माप मशीन को उन सामान्य विसंगतियों के सामने भी समायोजित करने की अनुमति देता है, जिनमें अत्यधिक सामग्री मोटाई, कठोरता और अनाज-दिशा भिन्नता शामिल है। अनुकूली झुकने से कम महंगी सामग्री का उपयोग करना भी संभव हो जाता है, क्योंकि सिस्टम सामग्री की अनियमितताओं की भरपाई कर सकता है।
प्रक्रिया में बदलाव को खत्म करना
सामग्री की मोटाई और तन्य भिन्नता के कारण झुकने की असंगति हो सकती है, लेकिन यह तब भी हो सकता है जब सामग्री झुकने वाले चक्र के दौरान अप्रत्याशित तरीके से चलती है। यह विशेष रूप से विषम भाग ज्यामितीय और उच्च तन्यता सामग्री में प्रचलित हो सकता है, और समय के साथ मरने वाले कंधे पर पहना जा सकता है। सामग्री असंगत रूप से डाई शोल्डर पर चलती है, एक तरफ या दूसरी तरफ मोड़ को खींचती है और इसलिए, एक बुरा भाग का निर्माण करती है।
मरने वाले कंधे पर विशेष रेडी मच के साथ मर जाता है, जिससे संपर्क तनाव को कम करने और सामग्री को मरने की जगह में आसानी से झुकाने की अनुमति मिलती है। विशेष रूप से, डाई कंधे की त्रिज्या स्थिर नहीं होती है, लेकिन धीरे-धीरे यह बड़ी हो जाती है क्योंकि यह डाई स्पेस में परिवर्तित हो जाती है। डिजाइन घर्षण को कम करता है और इसलिए, इस चुनौतीपूर्ण सामग्री को बनाने के चक्र के दौरान मरने की जगह में "झटका" करने का मौका मिलता है।
टूल चेंज ऑटोमेशन के लिए स्टेज सेट करना
पिछले 20 वर्षों के दौरान, ऑफ़लाइन प्रोग्रामिंग ने ऑन-मशीन प्रोग्रामिंग की आवश्यकता को समाप्त कर दिया है, और संबंधित सिमुलेशन ने टूलिंग की व्यवस्था की है जो एक समय में असाधारण रूप से जटिल माना जाता था, जो सभी के बाद इतना जटिल नहीं था। सिमुलेशन में बैकगेज डिज़ाइन और गति शामिल है, और यह मंचन, किया-इन-वन सेटअप को अनुकूलित करता है ताकि एक ऑपरेटर अधिक झुकता बनाने के लिए कम स्टेशनों का उपयोग कर सके।
अनुकूली झुकने ने लगातार गठन के लिए लेजर काटने या छिद्रण में अनाज की संयोजकता को लागू करने की आवश्यकता को कम कर दिया है। कुछ अनुप्रयोगों में, अनुकूली झुकने में एक हिस्से की कॉस्मेटिक आवश्यकताओं (उदाहरण के लिए रसोई या रेस्तरां उपकरण पर एक स्टेनलेस पैनल) को पूरा करने के लिए सीमित अनाज प्रतिबंध हैं।
अंत में, टूलींग डिज़ाइन ने हार्ड-टू-फॉर्म सामग्रियों के लिए भी अधिक सुसंगत बनाने में मदद की है। और पिछले 20 वर्षों में कई सामग्रियों की गुणवत्ता में सुधार हुआ है। यदि कोई दुकान सटीक निर्माण कार्य के साथ सामना करती है, तो उसके पास अब सामग्री विकल्प हैं जो कम मोटाई और कठोरता भिन्नता प्रदान करते हैं और इसलिए, अधिक सुसंगत झुकने।
अब जब झुकना इतना सुसंगत हो गया है, तो एक गठन ऑपरेशन अंत में उच्च-उत्पाद-मिश्रण उत्पादन की मांगों को वास्तव में कुशल तरीके से पूरा कर सकता है। लेकिन एक अंतिम विसंगति बनी हुई है: उपकरण स्वयं बदल जाता है।
उपकरण गलत तरीके से गिराए जा सकते हैं, या क्षतिग्रस्त हो सकते हैं। टूलहोल्डिंग तकनीक के आधार पर, पंच और डाई की स्थिति थोड़ी दूर हो सकती है, सही ढंग से नहीं बैठा जाता है, यहां तक कि पीछे की तरफ भी स्थापित किया जा सकता है। इसके अलावा, क्योंकि सिमुलेशन अब भी सबसे जटिल चरण सेटअप को जल्दी से विकसित कर सकता है, एक ऑपरेटर दिन के समय पर सेटअप की एक विस्तृत श्रृंखला को देख सकता है, सबसे सरल से जो एक या दो स्टेशनों का उपयोग करता है, सबसे जटिल उस अवधि में प्रेस ब्रेक बिस्तर।
इस चुनौती ने पिछले 20 वर्षों में शायद सबसे महत्वपूर्ण उन्नति के लिए चरण निर्धारित किया: स्वचालित उपकरण परिवर्तन प्रेस ब्रेक। एक बटन के प्रेस में, उपकरण स्वचालित रूप से बदल जाते हैं और सही जगह पर रखे जाते हैं, सिमुलेशन में दिखाई देने वाले बिल्कुल नकल करते हैं। जैसे-जैसे उपकरण बदलते जाते हैं, ऑपरेटर अगली नौकरी के लिए सामग्री तैयार करता है - जो, इन दिनों, 12, पांच या बहुत अधिक आकार का हो सकता है।
निश्चित रूप से, उपकरण परिवर्तन को स्वचालित करने से यह समझ में नहीं आएगा कि ऑपरेटरों को बहुत समय बिताने के लिए भागों की कोशिश करने की ज़रूरत है, या यदि उपकरण स्टेशनों को अनुकूलित नहीं किया गया था, या यदि ऑपरेशन सामग्री सामग्री और अनाज की दिशा को बदलने के लिए जिम्मेदार नहीं था। चर।
झुकने के संचालन आज की तुलना में बहुत अलग हैं जो वे 20 साल पहले थे, और इसमें कोई संदेह नहीं है कि अधिक नवीनता होगी जो आज की तुलना में अधिक कुशल बना देगा। लेकिन जगह में पर्याप्त पहेली टुकड़े के साथ, एक झुकने ऑपरेशन आज फैब की दुकान के फर्श पर सबसे लचीले संचालन में से एक बन सकता है।
 ऑनलाइन
ऑनलाइन 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











