
 0555-6768298
0555-6768298
0555-6768298


शीट मेटल निर्माण में, उत्पाद की सतह की गुणवत्ता एक "अदृश्य संकेतक" से "स्पष्ट मानक" के रूप में विकसित हो रही है, विशेष रूप से स्टेनलेस स्टील, एल्यूमीनियम शीट, सजावटी पैनल और लेपित शीट जैसी उच्च सतह गुणवत्ता आवश्यकताओं वाली सामग्रियों के प्रसंस्करण में। एक महत्वपूर्ण निर्माण प्रक्रिया के रूप में, मोड़ने से शीट मेटल और टूलिंग के बीच संपर्क और फिसलन अनिवार्य रूप से होती है, जिससे सतह पर निशान प्रक्रिया दोषों में से एक प्रमुख बन जाते हैं। ये निशान न केवल सामग्री की मूल चमक, बनावट या कोटिंग की अखंडता को नुकसान पहुंचाते हैं, बल्कि उत्पाद की दृश्य अपील और गुणवत्ता को भी सीधे कम करते हैं।
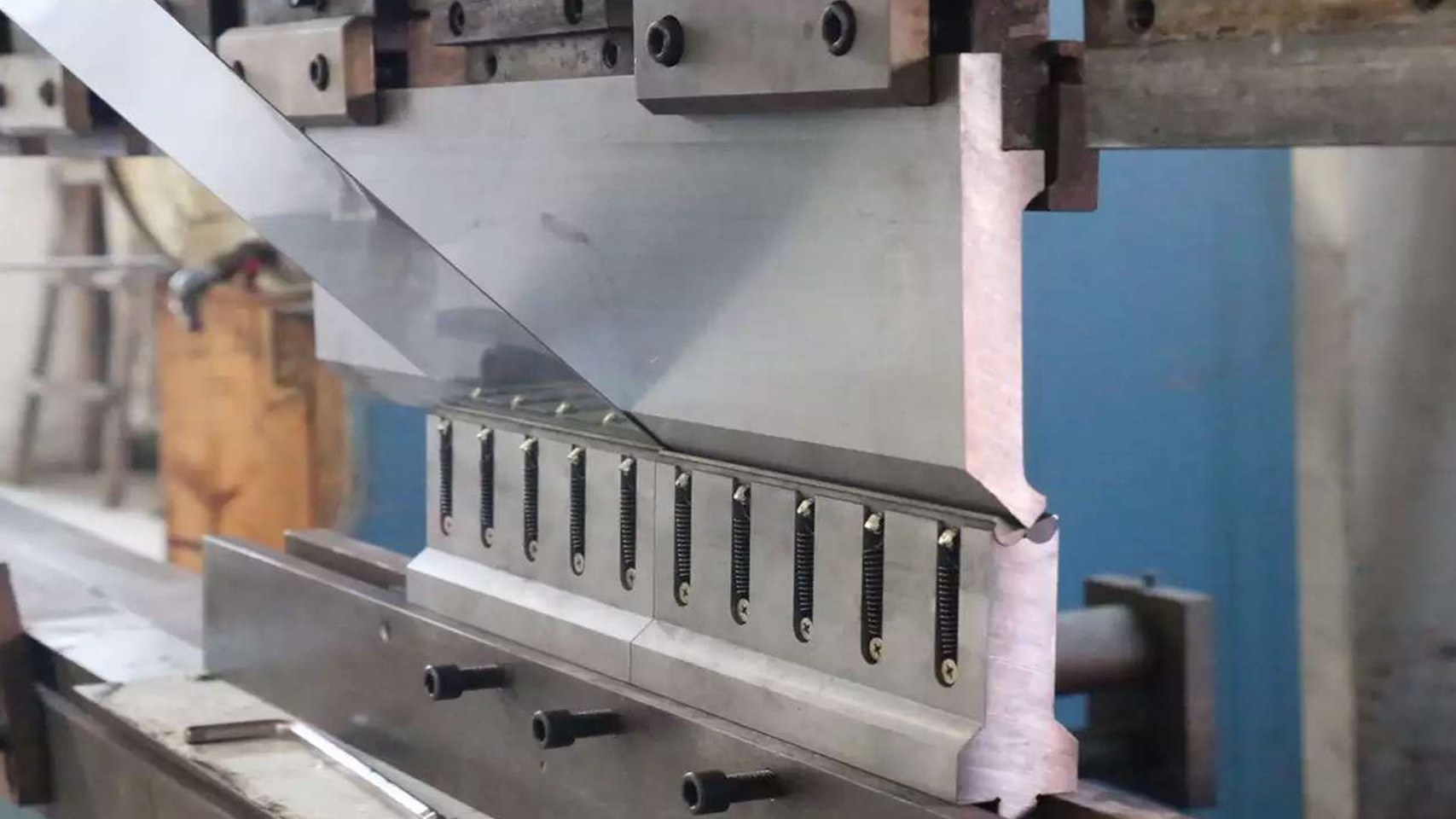
प्रेस ब्रेक बेंडिंग प्रक्रिया के दौरान, सतह पर निशान पड़ने का मुख्य कारण आमतौर पर शीट मेटल और टूलिंग के बीच अत्यधिक स्थानीय दबाव या तीव्र घर्षण होता है। इसके सामान्य कारणों में शामिल हैं: V-डाई ओपनिंग का अनुचित चयन, जो बेंडिंग के दौरान विशिष्ट संपर्क बिंदुओं पर तनाव केंद्रित करता है; अत्यधिक बेंडिंग दबाव, जिससे सामग्री की लोचदार विरूपण सीमा से परे स्थायी निशान पड़ जाते हैं; टूलिंग की खुरदरी सतहें जो शीट की सुरक्षात्मक परत को खरोंचती या घिसती हैं; अनुचित कठोरता मिलान या अपर्याप्त उभार संरचना जैसे अनुचित टूलिंग डिज़ाइन; इसके अलावा, बेंडिंग के दौरान आवश्यक सुरक्षात्मक उपायों की कमी से सतह को नुकसान का खतरा काफी बढ़ जाता है।
तो, झुकने की प्रक्रिया के दौरान सतह पर होने वाले घिसाव और निशानों को प्रभावी ढंग से कम करने के लिए क्या उपाय किए जा सकते हैं?
उचित वी-डाई ओपनिंग का चयन करें
सही वी-डाई ओपनिंग का चुनाव करना सामग्री पर निशान पड़ने से रोकने का एक सबसे कारगर तरीका है। बहुत छोटी वी-ओपनिंग से शीट की सतह पर दबाव बढ़ जाता है, जिसके परिणामस्वरूप स्पष्ट निशान पड़ जाते हैं।
वी-डाई ओपनिंग का चयन करते समय, आमतौर पर निम्नलिखित सुझाव दिए जाते हैं: माइल्ड स्टील के लिए, वी-ओपनिंग को सामग्री की मोटाई से 6-8 गुना अधिक चुना जाता है। स्टेनलेस स्टील के लिए, सतह पर निशान पड़ने के जोखिम को कम करने के लिए, जहाँ तक संभव हो, बड़ी वी-ओपनिंग का उपयोग किया जाना चाहिए। एल्युमीनियम शीट के लिए, खरोंच को प्रभावी ढंग से कम करने के लिए चौड़ी वी-डाई को प्राथमिकता दी जाती है।
शार्प-एज डाई के बजाय रेडियस डाई का उपयोग करें
तेज धार वाले डाई शोल्डर दबाव के ऐसे केंद्रित बिंदु बनाते हैं जो सामग्री की सतह को आसानी से नुकसान पहुंचा सकते हैं। रेडियस टूलिंग का उपयोग करने से दबाव अधिक समान रूप से वितरित होता है, जिससे इंडेंटेशन के निशान काफी हद तक कम हो जाते हैं।
इसके अलावा, औजार की सतह को पॉलिश करने से घर्षण को प्रभावी ढंग से कम किया जा सकता है और समग्र रूप से मोड़ने की गुणवत्ता में सुधार किया जा सकता है।
सुरक्षात्मक फिल्म या मुलायम सुरक्षात्मक परतों का उपयोग करें
स्टेनलेस स्टील या लेपित शीट जैसी उच्च सतह-परिभाषा आवश्यकताओं वाली सामग्रियों के लिए, धातु से धातु के सीधे संपर्क को कम करने के लिए उपकरण और सामग्री के बीच सुरक्षात्मक परतें जोड़ी जा सकती हैं।
सामान्य समाधानों में सुरक्षात्मक फिल्म, पीवीसी टेप, नायलॉन फिल्म और पॉलीयुरेथेन पैड शामिल हैं। ये सामग्रियां मोड़ने के दौरान निशान और सतह पर खरोंच को प्रभावी ढंग से कम कर सकती हैं।
नॉन-मार्किंग टूलिंग का उपयोग करें
आधुनिक प्रेस ब्रेक टूलिंग ने संवेदनशील सामग्रियों के लिए विशेष गैर-निशान समाधान विकसित किए हैं। उदाहरणों में नायलॉन इंसर्ट डाई, रोलर डाई, पॉलीयुरेथेन डाई और बॉल-बेयरिंग गैर-निशान डाई शामिल हैं।
ये टूलिंग समाधान झुकने की प्रक्रिया के दौरान घर्षण और सतह की क्षति को काफी हद तक कम कर सकते हैं।
औजारों को साफ रखें और नियमित रखरखाव करें।
धूल, धातु के टुकड़े और घिसी हुई औजारों की सतहें मोड़ने के दौरान शीट की सतह को आसानी से खरोंच सकती हैं, इसलिए औजारों का नियमित रखरखाव अत्यंत महत्वपूर्ण है।अनुशंसित रखरखाव प्रक्रियाओं में निम्नलिखित शामिल हैं:
औजारों की सतहों की नियमित पॉलिशिंग
धातु के मलबे और टुकड़ों को समय पर हटाना
डाई शोल्डर की घिसावट की स्थिति का निरीक्षण करना
औजारों का उचित भंडारण और संरक्षण
बेंडिंग पैरामीटर को अनुकूलित करें
सामग्री पर निशान कम करने के लिए, सही बेंडिंग पैरामीटर सेटिंग आवश्यक है। अत्यधिक दबाव से बचना चाहिए और उत्पादन के दौरान मशीन की सटीकता बनाए रखनी चाहिए। प्रमुख कारक निम्नलिखित हैं:
बेंडिंग टनेज का उचित नियंत्रण
सही क्राउनिंग क्षतिपूर्ति
सटीक बैकगेज स्थिति
मशीन के सही संरेखण और समानांतरता को बनाए रखना
निष्कर्षतः, बेंडिंग मार्क्स को वास्तव में कम करने के लिए केवल टूलिंग पर ध्यान केंद्रित करना ही पर्याप्त नहीं है — इसके लिए संपूर्ण बेंडिंग प्रक्रिया का व्यवस्थित अनुकूलन आवश्यक है। उचित टूलिंग चयन और मानकीकृत रखरखाव से लेकर सुरक्षात्मक उपायों के उपयोग तक, हर कदम अंतिम उत्पाद की दिखावट और रीवर्क लागत को सीधे प्रभावित करता है।विशेषकर उन उद्योगों में जहां सतह की गुणवत्ता की उच्च आवश्यकता होती है, जैसे कि लिफ्ट, घरेलू उपकरण और सजावटी उत्पाद, पेशेवर नॉन-मार्किंग प्रेस ब्रेक टूलिंग उद्योग का मानक बनता जा रहा है।
गोलिन उच्च-प्रदर्शन वाले नॉन-मार्किंग टूलिंग समाधानों की एक विस्तृत श्रृंखला पेश करके इस क्षेत्र में नवाचार करना जारी रखे हुए है। इससे भी महत्वपूर्ण बात यह है कि हम टूलिंग के चयन से लेकर प्रक्रिया कार्यान्वयन तक ग्राहकों को पूर्ण समर्थन प्रदान करने के लिए प्रतिबद्ध हैं, जिससे निर्माताओं को उच्च गुणवत्ता और लागत प्रभावी बेंडिंग उत्पादन प्राप्त करने में मदद मिलती है।
 ऑनलाइन
ऑनलाइन 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











